Barra de herramientas de Impresión 3D#
Referencia
- Categoría:
Malla
- Descripción:
Utilitarios para impresión 3D.
- Posición:
- Archivo:
carpeta object_print3d_utils
- Autor:
Campbell Barton
Instalación#
Este complemento viene incorporado con Blender.
Abrir Blender e ir a Preferencias, luego ir a la pestaña Complementos.
Seleccionar Malla, luego Barra de herramientas de Impresión 3D, para habilitar el script.
Descripción#
Blender can be used to create meshes for 3D printing. Meshes exported from Blender are usually imported into a piece of software that takes the mesh and «slices» it into paths that the 3D printer can execute. An example of such Slicer software is Cura.
Para poder rebanar correctamente una malla, esta deberá ser «estanca», lo que significa que su superficie deberá ser completamente cerrada en todas sus partes. Adicionalmente, no deberán existir bordes o caras que sobresalgan hacia afuera del cuerpo principal de la malla. La Barra de herramientas de Impresión 3D ayudará a analizar y detectar problemas en la malla que pudieran causar errores durante el proceso de rebanado de la misma.
Podrá ser encontrada en , cuando se encuentre seleccionada una malla.
Analizar#
Estadísticas#
Al hacer clic en Volumen o Área, se calculará y mostrará el volumen o el área de la malla.
Comprobaciones#
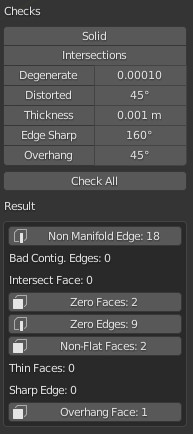
El panel de Comprobaciones.#
Es posible realizar una variedad de comprobaciones para analizar distintas formas en que una malla podría ser inválida al ser usada con un programa rebanador.
Luego de ejecutar una de las comprobaciones, se mostrará el campo Resultado, que mostrará las partes de la malla que no fueran válidas (si existieran).
Dentro del modo Edición, al hacer clic sobre estos resultados se seleccionarán las partes correspondientes de la malla. Será posible usar Ver seleccionado Barra invertida para hacer foco en esas partes.
Si bien los programas rebanadores se están volviendo progresivamente más tolerantes con respecto a la «prolijidad» de las mallas que son capaces de aceptar, siempre valdrá la pena intentar proporcionarles una malla los más limpia posible.
- Sólido
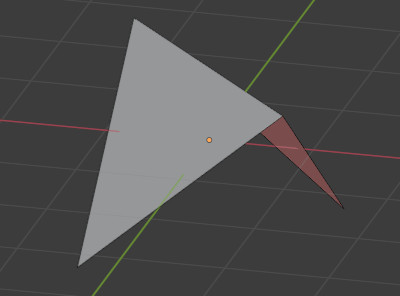
Comprobará bordes no desplegables o bordes contiguos malos.
Edges should connect to exactly 2 faces. If it connects to only one, it means there’s a hole in the mesh. More is also not allowed. These edges are considered Non-manifold. If one of the faces” normals is pointing in a different direction than its neighbors, its edges are marked as «Bad Contiguous».
En esta captura de pantalla, la forma de la izquierda contiene un hueco y la de la derecha presenta una de sus caras invertida.
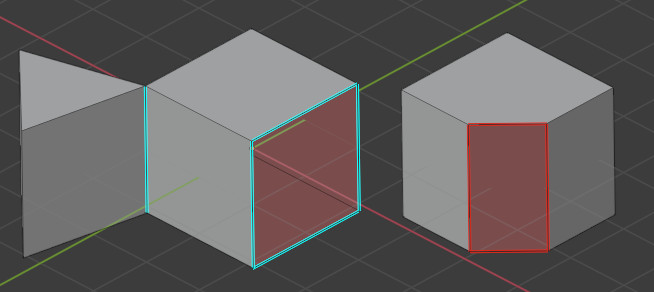
Izquierda (marcado en azul): bordes no desplegables. Derecha (marcado en rojo): bordes contiguos malos.#
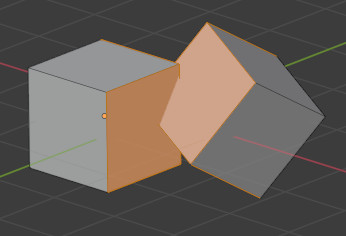
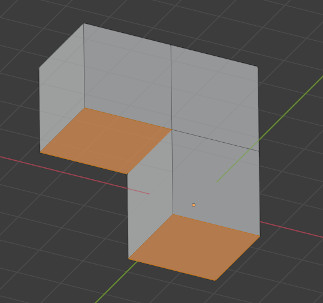
- Intersecciones
Estos dos cubos presentan caras que se intersecan. Un modificador Booleana ayudaría en este caso. Vale la pena resaltar que algunas aplicaciones rebanadoras son capaces de manejar este tipo de situaciones, por lo que no siempre será necesario resolver este tipo de inconveniente.
- Malformaciones
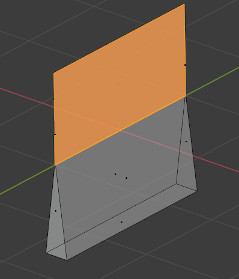
Caras y bordes que tengan un área o longitud nula serán consideradas como malformaciones. En este ejemplo, la cara superior de un cubo ha sido escalada hasta 0, pero no ha sido fusionada. La aplicación del operador debería resolver este problema.
Existe una cara oculta aquí.#
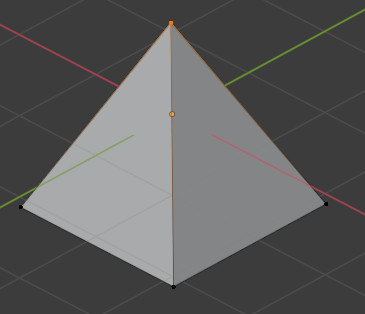
- Distorsiones
Los vértices de un cuadrilátero o enégono podrán ser flexionados de tal manera que la cara termine no siendo plana. En la práctica, los cuadriláteros raramente serán perfectamente planos. Al exportar, estas caras serán convertidas en triángulos. Cuando la superficie se encuentre excesivamente deformada, es posible que esto produzca formas inesperadas.
En este ejemplo, un cuadrilátero ha sido flexionado en una forma similar a la de una silla de montar. Esto disparará la comprobación de Distorsiones. En esta situación sería mejor triangular la geometría a mano.
Este cuadrilátero podría ser triangulado en formas inesperadas.#
- Grosor
Las caras que formen una geometría demasiado delgada podrían perderse completamente durante el rebanado. Tales caras serán marcadas como Caras delgadas.
- Definición de bordes
De forma similar al Grosor, los bordes definidos pueden llegar a producir porciones de geometría que sean omitidos por el programa rebanador
- Sobresalientes
Dado que las impresoras 3D no son capaces de imprimir en medio del aire, las partes de un modelo que queden sobresaliendo no podrán ser impresas correctamente. En la práctica, los rebanadores suelen ser capaces de agregar material adicional, como soporte, para anticipar ese tipo de capas sobresalientes.
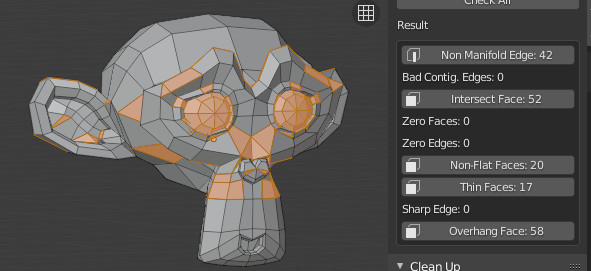
- Comprobar todo
Realiza todas las comprobaciones arriba mencionadas a la vez. En este ejemplo, Suzanne presenta bastantes problemas. Esto se debe a que los ojos son partes separadas y las cuencas oculares contienen huecos. Esto hace que la malla no sea Sólida y se Interseque. Además algunas de sus caras presentan Distorsiones.
Limpiar#
- Distorsiones
Triangula las caras que hayan sido consideradas como Distorsionadas, tal como se explica arriba.
- Hacer desplegable
Intentará corregir varios problemas que podrían hacer que la malla sea no desplegable, tales como corregir normales malas, rellenar huecos y eliminar bordes y caras nulas.
Editar#
Hollow#
This tool generates an offset surface from the target object using OpenVDB. It is useful for hollowing out a model for 3D printing, for instance, to save material and/or speedup print. It is also possible to create a thin-walled mold for the object, when using an outside offset surface.
The target object must be a closed surface to allow for an inside offset surface, but not necessarily manifold. On the other hand, outside offset surfaces can be created even for open objects.
- Offset Direction
Where the offset surface is created relative to the object. An Inside surface is useful to hollow out the the target, while an Outside surface can be used to create a thin-walled mold.
- Desplazamiento
Surface offset in relation to the original mesh.
- Voxel size
Lower values capture finer details but increase processing time and memory usage. Too large a value may lead to the offset surface intersecting the original object.
- Hollow Duplicate
When unchecked, only the offset surface is generated. When checked, the tool generates a hollowed out copy of the target.
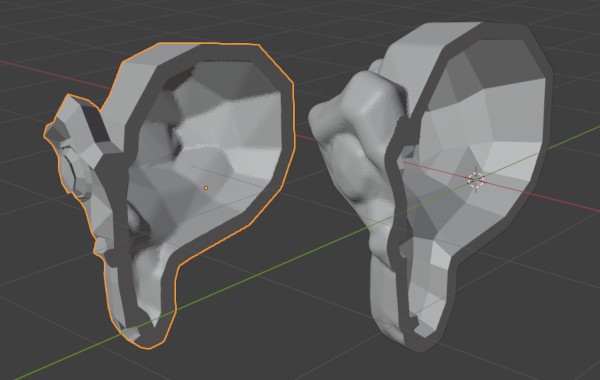
An inside (left) and an outside (right) hollowed out object, both cut in half to show the interior.#
Escalar hasta#
- Volumen
Escalará el modelo hasta un volumen exacto indicado.
- Límites
Escalará el modelo de forma tal que el mayor eje de los límites (o dimensiones) del objeto coincida con el valor indicado.
Align XY#
Rotates the object so that the selected faces are parallel, in average, to the XY plane.
- Face Areas
Take into account the sizes of the selected faces, so that larger ones contribute proportionally more to the orientation than the smaller ones.
Exportar#
Proporciona un acceso rápido a los operadores de exportación de objetos de Blender, que se encuentran en .